影響PCB焊接質(zhì)量的因素
從PCB設(shè)計(jì)到所有元件焊接完成為一個(gè)質(zhì)量很高的電路板���,需要PCB設(shè)計(jì)工程師乃至焊接工藝、焊接工人的水平等諸多環(huán)節(jié)都有著嚴(yán)格的把控�����。
主要有以下因素:PCB圖、電路板的質(zhì)量�����、器件的質(zhì)量��、器件管腳的氧化程度���、錫膏的質(zhì)量����、錫膏的印刷質(zhì)量��、貼片機(jī)的程序編制的精確程度����、貼片機(jī)的貼裝質(zhì)量、回流焊爐的溫度曲線的設(shè)定等等因素����。
焊接廠本身無(wú)法逾越的環(huán)節(jié)就是PCB設(shè)計(jì)的環(huán)節(jié)��。由于做電路設(shè)計(jì)的人往往不焊電路板從而無(wú)法獲得直接的焊接經(jīng)驗(yàn)���,不知道影響焊接的各種因素;而焊接廠的工人不懂畫(huà)板�,他們只管完成生產(chǎn)任務(wù),沒(méi)有心思�����、更沒(méi)有能力分析造成不良焊接的原因���。由于這兩方面的人才各司其職����,難以有機(jī)結(jié)合��。
PCB設(shè)計(jì)時(shí)的建議
下面我就PCB設(shè)計(jì)的環(huán)節(jié)給畫(huà)PCB圖的設(shè)計(jì)布線工程師們提出一些建議��,希望在畫(huà)圖的過(guò)程中能避免出現(xiàn)影響焊接質(zhì)量的各種不良畫(huà)法�����。將主要以圖文的形式介紹�。
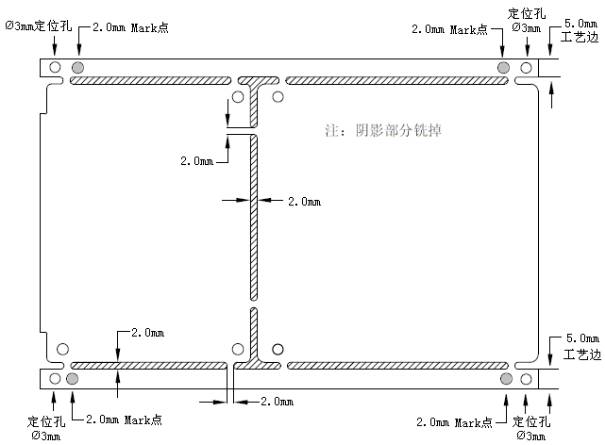
關(guān)于定位孔
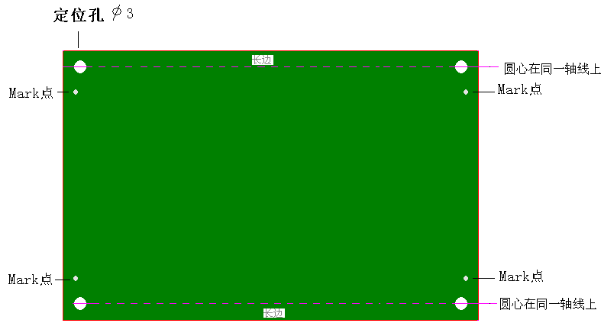
PCB板的四角要留四個(gè)孔(最小孔徑 2.5mm),用于印刷錫膏時(shí)定位電路板�。要求X軸或Y軸方向圓心在同一軸線上,如下圖:
關(guān)于mark點(diǎn)
用于貼片機(jī)定位。PCB板上要標(biāo)注Mark點(diǎn)��,具體位置:在板的斜對(duì)角���,可以是圓形�����,或方形的焊盤����,不要跟其它器件的焊盤混在一起����。如果雙面有器件,雙面都要標(biāo)注���。
設(shè)計(jì)PCB時(shí)��,請(qǐng)注意以下幾點(diǎn):
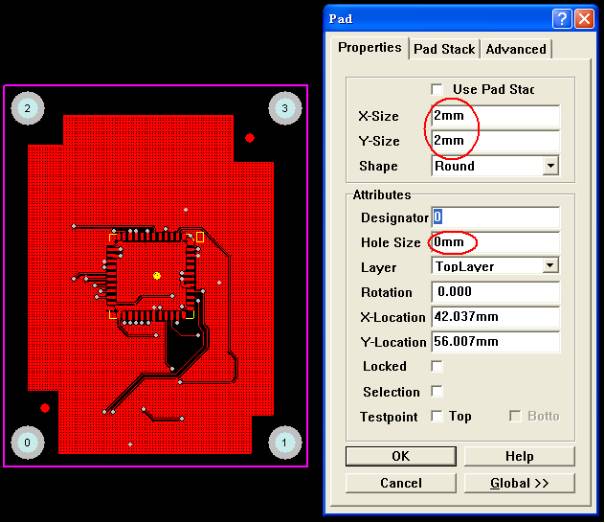
a��、Mark點(diǎn)的形狀如以下圖案����。(上下對(duì)稱或左右對(duì)稱)
b、A的尺寸為2.0mm�����。
c����、從Mark點(diǎn)的外緣離2.0mm的范圍內(nèi)�,不應(yīng)有可能引起錯(cuò)誤的識(shí)別的形狀和顏色變化。(焊盤����、焊膏)
d、Mark點(diǎn)的顏色要和周圍PCB的顏色有明暗差異�����。
e�、為了確保識(shí)別精度,Mark點(diǎn)的表面上電鍍銅或錫來(lái)防止表面反射�。對(duì)形狀只有線條的標(biāo)記,光點(diǎn)不能識(shí)別�。
如下圖所示:
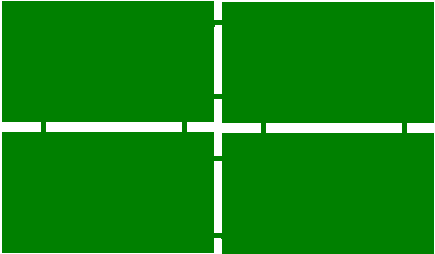
關(guān)于留5mm邊
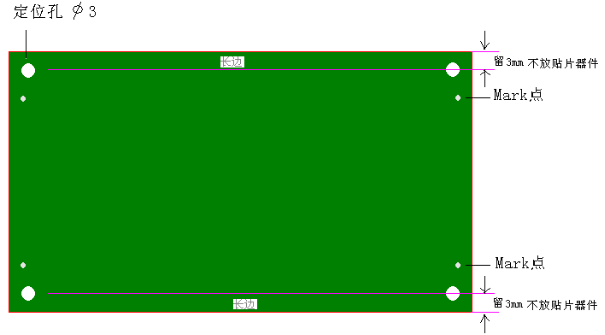
畫(huà)PCB時(shí),在長(zhǎng)邊方向要留不少于3mm的邊用于貼片機(jī)運(yùn)送電路板����,此范圍內(nèi)貼片機(jī)無(wú)法貼裝器件���。此范圍內(nèi)不要放置貼片器件。
如圖:
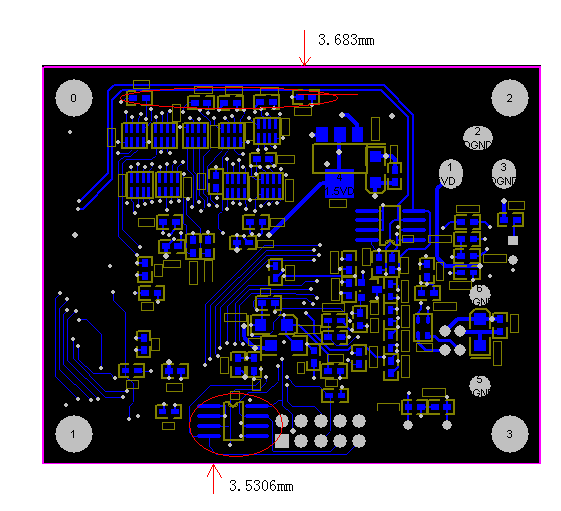
雙面有器件的電路板應(yīng)考慮到第二次過(guò)回流時(shí)會(huì)把已焊好的一面靠邊的器件蹭掉�,嚴(yán)重時(shí)會(huì)蹭掉焊盤、毀壞電路板���。如下圖所示:
所以建議芯片少的一面(一般為Bottom面)的長(zhǎng)邊離邊5mm范圍內(nèi)不要放置貼片器件��。如果確實(shí)由于電路板面積受限���,可以在長(zhǎng)邊加工藝邊,參見(jiàn)本文17條“關(guān)于拼板的建議及加工藝邊”�����。
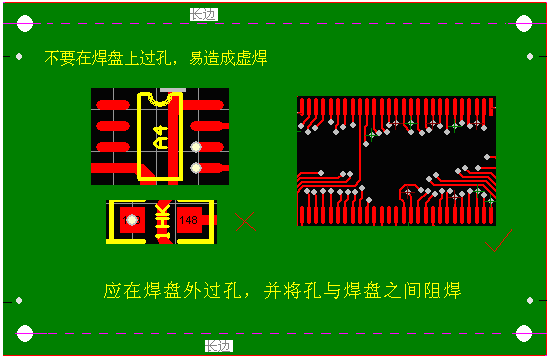
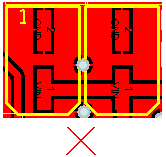
不要直接在焊盤上過(guò)孔
直接在焊盤上過(guò)孔的缺陷是在過(guò)回流時(shí)錫膏熔化后流到過(guò)孔內(nèi)�����,造成器件焊盤缺錫���,從而形成虛焊��。如圖:
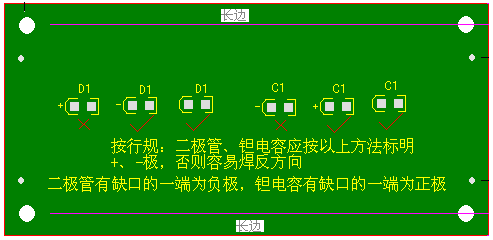
關(guān)于二極管���、鉭電容的極性標(biāo)注
二極管����、鉭電容的極性標(biāo)注應(yīng)符合行規(guī)��,以免工人憑經(jīng)驗(yàn)焊錯(cuò)方向�。如圖:
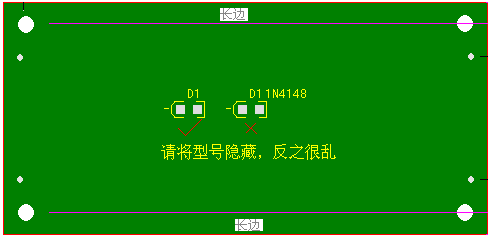
關(guān)于絲印和標(biāo)識(shí)
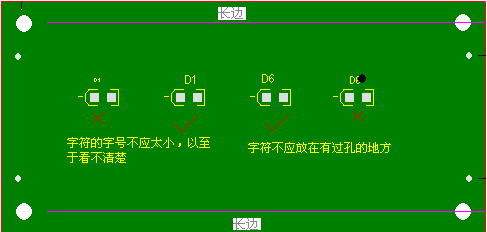
請(qǐng)將器件型號(hào)隱藏����。尤其是器件密度高的電路板。否則����,眼花繚亂影響找到焊接位置。如下圖:
也不要只標(biāo)型號(hào)����,不標(biāo)標(biāo)號(hào)。如下圖所示���,造成貼片機(jī)編程時(shí)無(wú)法進(jìn)行�。
絲印字符的字號(hào)不應(yīng)太小,以至于看不清�。字符放置位置應(yīng)錯(cuò)開(kāi)過(guò)孔,以免誤讀�。
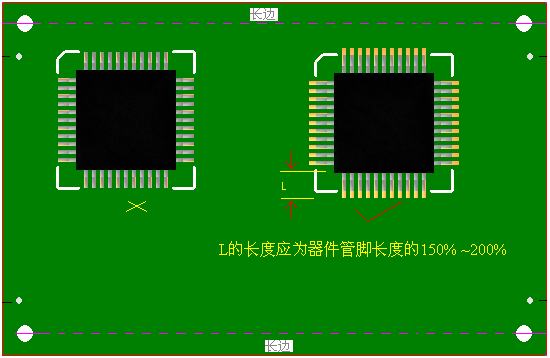
關(guān)于IC焊盤應(yīng)延長(zhǎng)
SOP、PLCC�、QFP等封裝的IC畫(huà)PCB時(shí)應(yīng)延長(zhǎng)焊盤,PCB上焊盤長(zhǎng)度=IC腳部長(zhǎng)度×1.5為適宜��,這樣便于手工用烙鐵焊接時(shí)����,芯片管腳與PCB焊盤、錫三者熔為一體����。如圖:
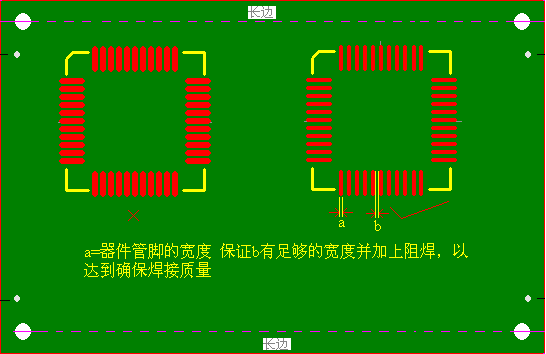
關(guān)于IC焊盤的寬度
SOP、PLCC�、QFP等封裝的IC,畫(huà)PCB時(shí)應(yīng)注意焊盤的寬度�,PCB上焊盤a的寬度=IC腳部寬度(即:datasheet中的Nom.值),請(qǐng)不要增寬��,保證b(即兩焊盤間)有足夠的寬度����,以免造成連焊��。如圖:
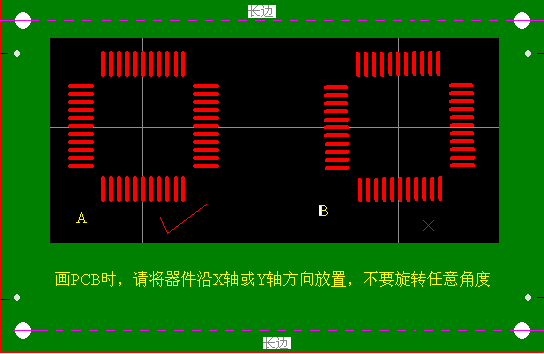
放置器件不要旋轉(zhuǎn)任意角度
由于貼片機(jī)無(wú)法旋轉(zhuǎn)任意角度��,只能旋轉(zhuǎn)90℃�����、180℃�����、270℃、360℃��。如下圖B 旋轉(zhuǎn)了1℃���,貼片機(jī)貼裝后器件管腳與電路板上的焊盤就會(huì)錯(cuò)開(kāi)1℃的角度���,從而影響焊接質(zhì)量。
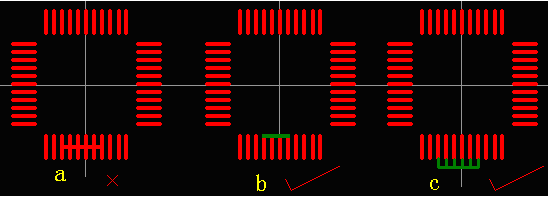
相鄰管腳短接時(shí)應(yīng)注意的問(wèn)題
下圖a的短接方法不利于工人識(shí)別該管腳是否應(yīng)該相連����,且焊接后不美觀。如果畫(huà)圖時(shí)按圖b����、圖c的方法短接并加上阻焊��,焊接出來(lái)的效果就不一樣:只要保證每個(gè)管腳都不相連���,該芯片就無(wú)短路現(xiàn)象,而且外觀也美觀�。
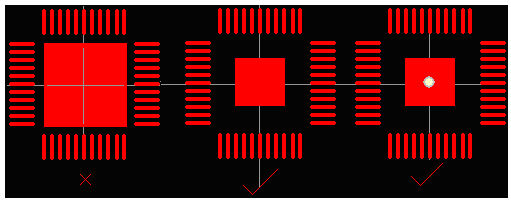
關(guān)于芯片底下中間焊盤的問(wèn)題
芯片底下中間有焊盤的芯片畫(huà)圖時(shí)如果按芯片的封裝圖畫(huà)中間的焊盤,就容易引起短路現(xiàn)象���。建議將中間的焊盤縮小���,使它與周圍管腳焊盤之間的距離增大,從而減少短路的機(jī)會(huì)�����。如下圖:
厚度較高的兩個(gè)器件不要緊密排在一起
如下圖所示����,這樣布板會(huì)造成貼片機(jī)貼裝第二個(gè)器件時(shí)碰到前面已貼的器件,機(jī)器會(huì)檢測(cè)到危險(xiǎn)���,造成機(jī)器自動(dòng)斷電��。
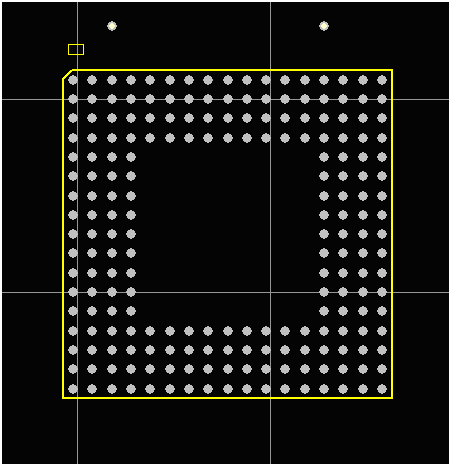
關(guān)于BGA
由于BGA封裝比較特殊�����,其焊盤都在芯片底下�����,外面看不到焊接效果��。為了返修方便���,建議在PCB板上打兩個(gè) Hole Size:30mil 的定位孔,以便返修時(shí)定位(用來(lái)刮錫膏的)鋼網(wǎng)�。
溫馨提示:定位孔的大小不宜過(guò)大或過(guò)小,要使針插入后不掉��、不晃動(dòng)�、插入時(shí)稍微有點(diǎn)緊為宜,否則定位不準(zhǔn)���。如下圖:
而且建議BGA周圍一定的范圍內(nèi)要留出空地別放置器件��,以便返修時(shí)能放得下網(wǎng)板刮錫膏����。
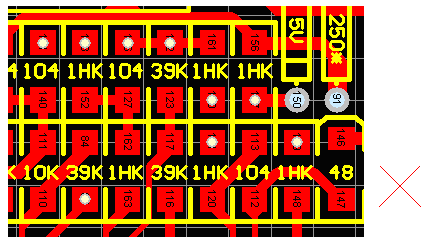
關(guān)于PCB板顏色
建議不要做成紅色。因?yàn)榧t色電路板在貼片機(jī)的攝像機(jī)的紅色光源下呈白色���,無(wú)法進(jìn)行編程�����,不便于貼片機(jī)進(jìn)行焊接���。
關(guān)于大器件下面的小器件
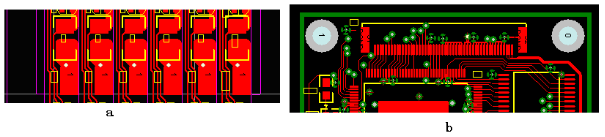
有的人喜歡將小的器件排在同一層的大器件底下,比如:數(shù)碼管底下有電阻�����,如下圖:
如此排版會(huì)給返修造成困難����,返修時(shí)必須先拆數(shù)碼管,還有可能造成數(shù)碼管損壞����。建議將數(shù)碼管底下的電阻排到Bottom面,如下圖:
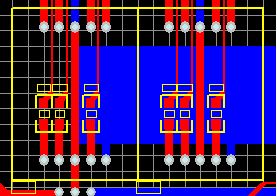
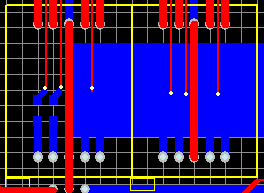
關(guān)于覆銅與焊盤相連影響熔錫
由于覆銅會(huì)吸收大量熱量,造成焊錫難以充分熔化���,從而形成虛焊�。如圖所示:
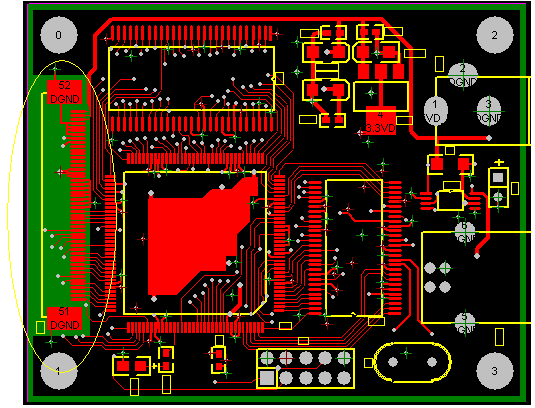
圖a中器件焊盤直接與覆銅相連;圖b中50Pins連接器雖然沒(méi)直接與覆銅相連�����,但由于四層板的中間兩層為大面積覆銅�,所以圖a、圖b都會(huì)因?yàn)楦层~吸收大量熱量而造成錫膏不能充分熔化���。圖b中50Pins連接器的本體是不耐高溫的塑料�����,若溫度設(shè)定高了���,連接器的本體會(huì)熔化或變形��,若溫度設(shè)定低了���,覆銅吸收大量熱量而造成錫膏不能充分熔化�����。因此�����,建議焊盤與大面積覆銅隔離��。如圖所示:
關(guān)于拼板的建議及加工藝邊
總結(jié)
現(xiàn)如今��,能用軟件進(jìn)行畫(huà)圖�����,布線并設(shè)計(jì)PCB的工程師越來(lái)越多����,但是一經(jīng)設(shè)計(jì)完成,并能很好的提高焊接效率����,作者認(rèn)為需要重點(diǎn)注意以上要素。并且培養(yǎng)良好的畫(huà)圖習(xí)慣����,能夠很好的以加工工廠進(jìn)行很好的溝通,是每一個(gè)工程師都要考慮的。
深圳宏力捷電子是一家專業(yè)從事電子產(chǎn)品電路板設(shè)計(jì)(layout布線設(shè)計(jì))的PCB設(shè)計(jì)公司��,主要承接多層���、高密度的PCB設(shè)計(jì)畫(huà)板及電路板設(shè)計(jì)打樣業(yè)務(wù)��。擁有平均超過(guò)10年工作經(jīng)驗(yàn)的PCB設(shè)計(jì)團(tuán)隊(duì)��,能熟練運(yùn)用市場(chǎng)主流PCB設(shè)計(jì)軟件�����,專業(yè)高效溝通保證PCB設(shè)計(jì)進(jìn)度�����,助您早一步搶占市場(chǎng)先機(jī)���!